Technique:
|
Edité le 22/08/2001. |
IntroductionA l'heure où la motorisation brushless a tendance à s'imposer, il peut paraître un peu désuet de parler encore de moteurs à charbons et de son accessoire indissociable, le tour à collecteur. Pourtant, comme dans l'industrie, cette technologie a encore son mot à dire et ne devrait pas mourir aussi facilement. |
|
Intérêt du tour à collecteurDans un moteur électrique, il se produit un phénomène d'usure plus ou moins maîtrisé au point de frottement entre les charbons et le collecteur. Les charbons doivent être changés régulièrement, dès que leur aspect ou leur taille devient critique. Cependant, le collecteur en cuivre subit lui des dommages: dépôt ou brûlage de la surface, glaçage et creusement dans la matière. C'est sur ces points, et plus particulièrement le dernier que le tour à collecteur est une solution d'entretien efficace. En effet, un nettoyage simple ne suffit pas, car plus un collecteur est creusé, plus il se creusera vite et plus la durée de vie des charbons sera raccourcie. Sans parler des performances... |
|
|
Plus les passages au tour à collecteur seront réguliers, plus les passes (l'enlèvement de matière du collecteur) seront faibles, plus l'usure sera ralentie et plus le moteur vivra longtemps. Cela est d'autant plus vrai que le moteur est puissant. Un collecteur neuf de type classique a un diamètre d'environ 7.5mm. Il est considéré comme mort à 6.8mm de diamètre. Si on ne voit pas encore forcément la bakélite constituant l'âme du collecteur à ce diamètre, le rotor devient difficilement utilisable car il chauffera énormément. |
|
|
Le tour à collecteur sera employé dans plusieurs cas:
|
|
|
|
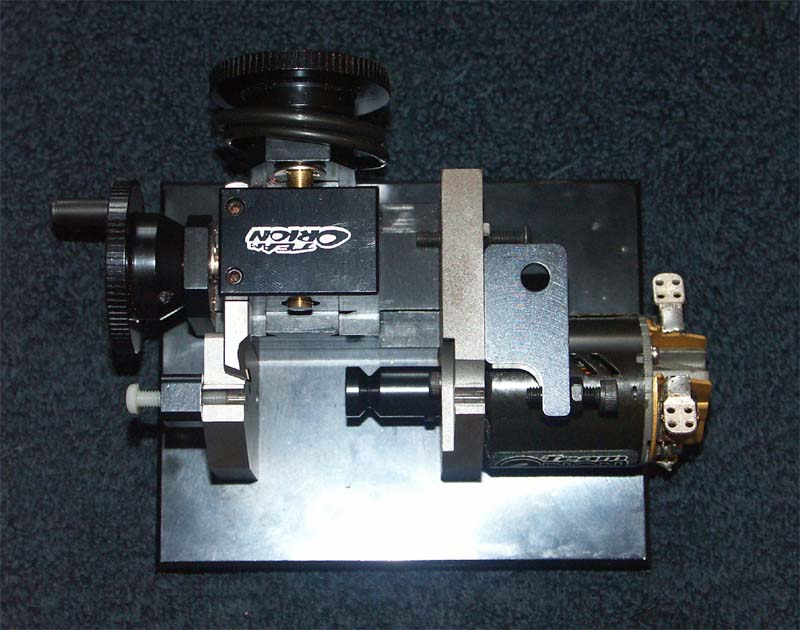




Inutile de le nier, le tour à collecteur est un accessoire coûteux, très coûteux. Il n'est donc pas à la portée de toutes les bourses et son achat est parfois difficile à justifier en utilisation loisir ou pour les premiers pas en compétition. Cependant, pour les raisons évoquées plus haut, le recours à cet outil est parfois indispensable. Tout détaillant en automodélisme qui se respecte devrait proposer ce service. Attention au prix, qui sont parfois réellement abusifs pour ce type de prestation. Sinon, la plupart des pilotes en possédant un accepte de tourner un collecteur en club ou sur une course contre un café ou un rafraîchissement style coca ou bière (attention en fin journée ;-). Il convient cependant d'essayer de confier ses moteurs toujours à la même personne, et ceci pour une raison très simple, c'est que le collecteur après rectification n'est jamais parfaitement cylindrique, mais toujours en cône, plus ou moins prononcé, soit orienté dans un sens, soit dans un autre. Il faut donc essayer de répéter le même cône au fur et à mesure des rectifications, pour éviter d'inverser les sens des cônes et ainsi éviter d'enlever trop de matière pour inverser le sens du cône. Choix du tour à collecteurDe nombreuses marques (Team Orion, Hudy, Cobra, Fantom, MuchMore, Kose, Reedy, 3Racing, LRP, Trinity, etc.) proposent un ou plusieurs tours à collecteur. Il en existe à tous les prix, mais malheureusement, comme il s'agit d'un outil de précision, il n'est pas synonyme de petit budget. A la connaissance de l'auteur de cet article, il n'existe aucun tour à collecteur low budget valable dans le commerce, mais il en existe aussi des chers médiocres... A l'heure de l'écriture de l'article, celui qui est considéré comme un des meilleurs sur le marché est le Team Orion (vraiment excellent, à condition d'oublier le moteur plus que douteux et inadapté et surtout l'innommable outil carbure laqué bleu livrés avec, et de prendre l'option outil diamant). Particularité de ce tour, les paliers sont centrés avec des pions, il se dérèglera donc nettement moins vite. D'autres ont bonne réputation comme les Kose (vendus également sous d'autres marques) et les Cobra. Ne pas hésiter à se renseigner à ce sujet auprès des (vrais) spécialistes de la discipline, car les choses peuvent évoluer. Dans un premier temps, on peut distinguer deux grandes familles de tour à collecteur:
Les tours à collecteur avec des paliers à roulements n'ont généralement pas la côte, car moins précis et générant plus de vibrations. Qui plus est, les roulements vieillissent mal dans ce type d'application (copeaux de cuivre s'introduisant à l'intérieur). Par contre, ils peuvent se révéler sans doute intéressants pour d'autres disciplines comme le navimodélisme et l'aéromodélisme où il existe des diamètres d'arbre moteur de 3.00 ou 4.00mm (information à confirmer cependant). Les tours à collecteur avec des paliers en V sont en effet spécialement conçus pour les axes de rotor de 3.17mm de diamètre. Les tours à collecteur avec des paliers en V sont les plus appréciés. Ils donnent de meilleurs résultats, à condition que le tour soit de qualité (les usinages et la trempe - pour durcir le matériau - doivent être précis et maîtrisés), et ils sont plus faciles à vivre et vieillissent mieux que leurs homologues à roulements. Il existe sur le marché des tours à avance automatique, peu répandus, et généralement cher et lourd. En compétition, on n'en voit jamais dans les stands... Il existe également des tours à collecteur spécialement conçus pour les moteurs à tête non-démontable. Mais ce type de moteur étant (heureusement) en voie de disparition, les tours adaptés à ces moteurs le sont aussi. On ne les abordera donc pas dans cet article. Pour les amateurs de slot-racing, quelques rares fabricants proposent des tours à collecteur adaptés à ces moteurs de tailles plus petites. Un mot sur le marché de l'occasion. Les tours à collecteur sont des appareils fragiles. Ils peuvent être facilement faussés, avoir leur outil émoussé, avoir du jeu de fonctionnement, etc. Beaucoup de vendeurs de bonne foi peuvent revendre leur tour faussé sans qu'ils le sachent. L'idéal serait de voir l'objet convoité en action et d'observer (voir de quantifier) le résultat avant de conclure de l'achat. Pour la petite histoire, des marques comme Trinity par exemple, avait commercialisé de pseudo-tours il y a environ une quinzaine d'années. Composé d'un bâti en plastique similaire à un tour normal, il n'y avait pas d'outil, mais un dispositif pour faire frotter une bande abrasive sur le collecteur. Inutile de dire que le résultat était plus que hasardeux... |
Type d'outilOn distingue deux types d'outils principaux:
Les outils dits "diamant" sont les plus recherchés. Ils sont à base de diamant de synthèse. Ces outils ont une durée de vie nettement supérieure aux outils dits "carbure", mais leur prix est également nettement plus élevé et sont plus sensibles aux chocs. |
 |
|
Les outils classiques au carbure peuvent parfaitement répondre à leur fonction et donner un résultat tout-à-fait satisfaisant, à condition d'être bien affûtés, même si leur durée de vie sera plus courte. Ils conviendront parfaitement également pour s'initier à la pratique de la rectification de collecteur, car plus tolérants, moins fragiles et surtout moins chers. Cependant, l'investissement dans un outil au diamant s'imposera à moyen terme. Il est possible de faire réaffûter un outil carbure auprès d'un spécialiste, mais le prix n'est pas toujours intéressant pas rapport à un outil neuf. Le résultat est aussi, selon l'expérience de l'auteur, assez aléatoire... Il est aussi possible techniquement de réaffûter un outil diamant, mais ce travail ne peut être réalisé que par certains spécialistes et le coût en est souvent dissuasif. |
 |
Choix et alimentation du moteur d'entrainementConcernant le choix du moteur, les avis divergent parfois fortement. Cependant, la plupart des spécialistes s'accordent à préférer les moteurs montés sur bagues (car elles tournent plus rond et génèrent moins de vibrations que des roulements à billes) et avec un bobinage main (mieux équilibré qu'un bobinage machine). Certaines marques proposent des moteurs spécialement pour les tours à collecteur. Il s'agit le plus souvent de bobinage de 55 tours à alimenter en 7.2V. Mais un moteur de 27 tours alimenté en 4.8V offrent un compromis équivalent. Pour alimenter le moteur, deux options:
|
L'auteur de l'article utilisent un moteur 23 tours machine (mais au bobinage soigné) monté sur roulements (neufs et bien huilés) et alimenté par un motor-checker à 3.7V exactement, ni plus, ni moins... |
 |
SécuritéRectifier un collecteur sur un tour est loin d'être un exercice sans danger. Si les accidents sont heureusement très rares, on ne peut que conseiller de porter des lunettes de protection. Eviter également de travailler dans l'axe de l'outil. Travailler sur un plan stable, propre et dégagé et éloigner les curieux qui voudraient regarder de trop près votre travail. La photo ci-contre montre un éclatement de collecteur qui s'est produit alors que l'outil était en contact. On comprend mieux alors les risques de projections pour les yeux. L'utilisation de lunettes de bricolage est donc loin d'être ridicule. |
 |
Avant la première utilisationAvant la première utilisation, il convient de:
|
 |
|
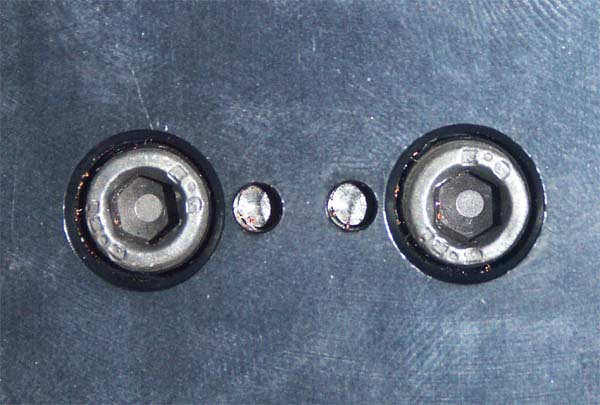
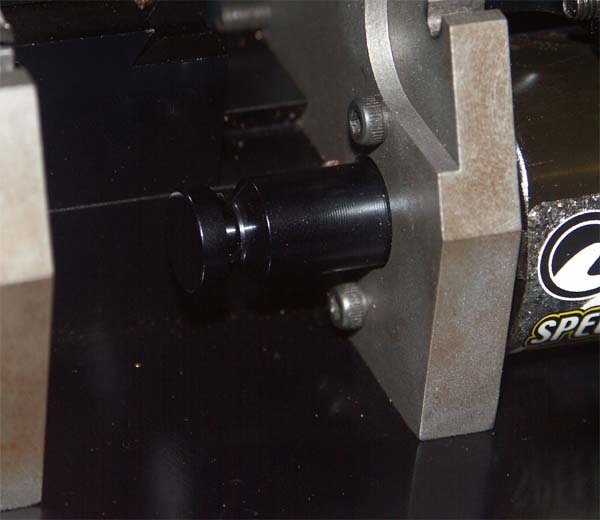
Certains tours, comme le Team Orion montré en exemple, ont des paliers pointés-centrés, donc ils sont théoriquement "justes" d'origine niveau centrage. |
 |
|
 |
|
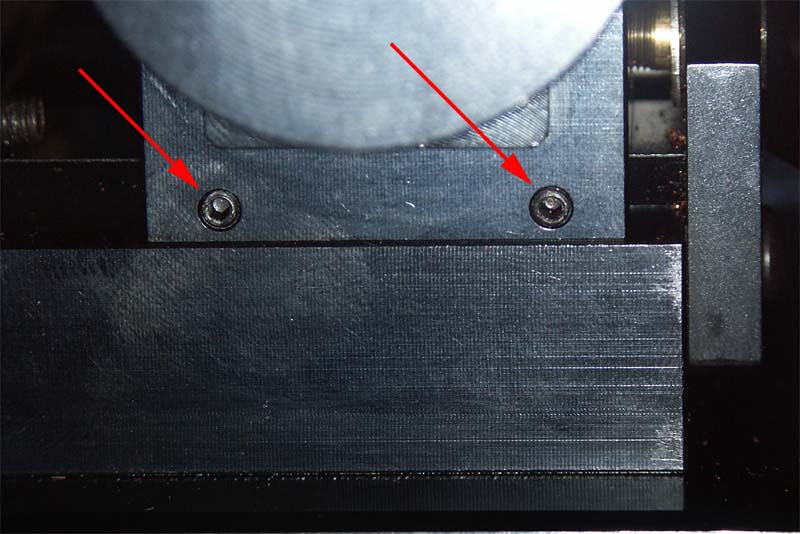
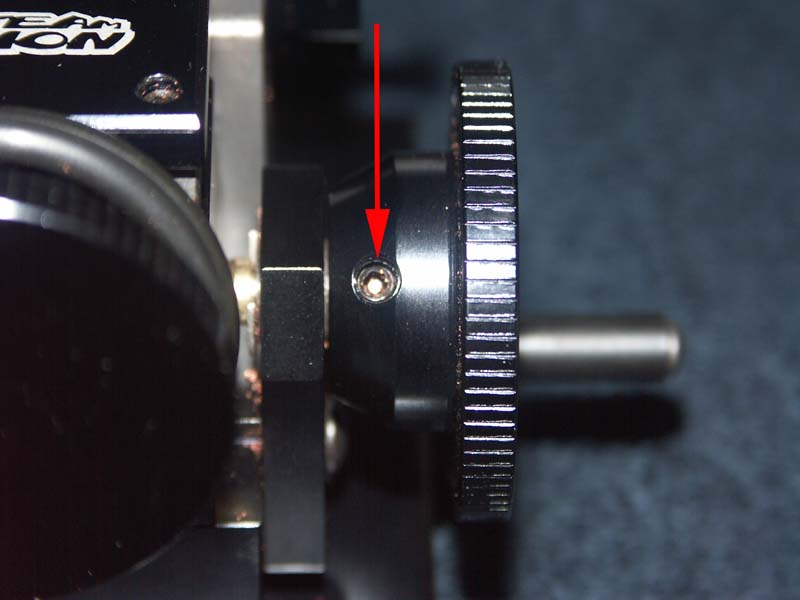
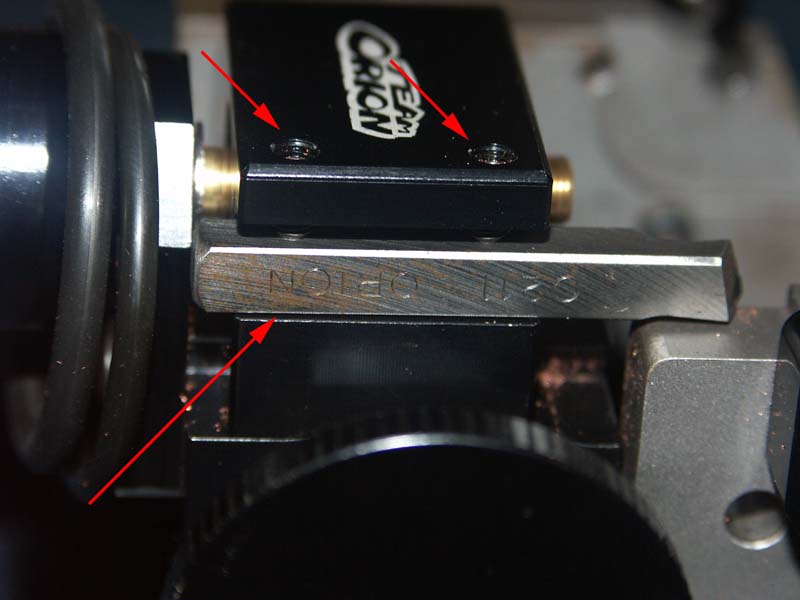
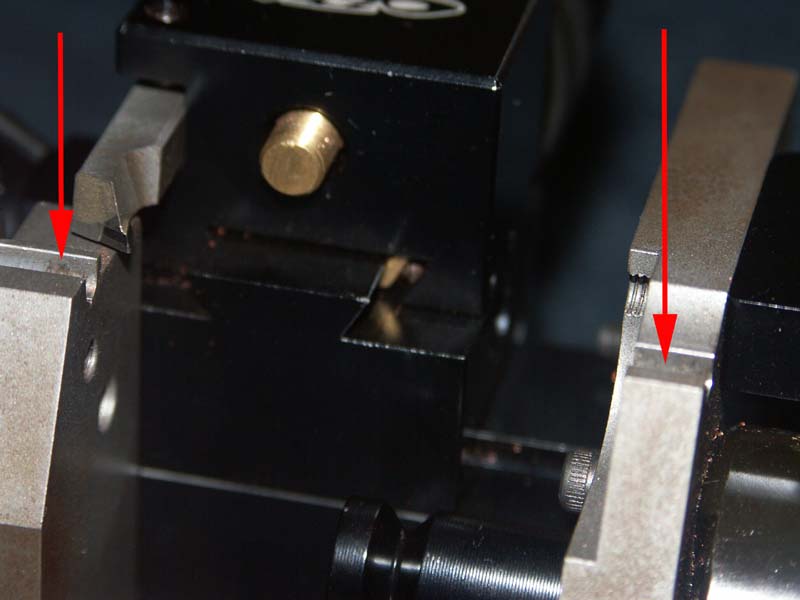
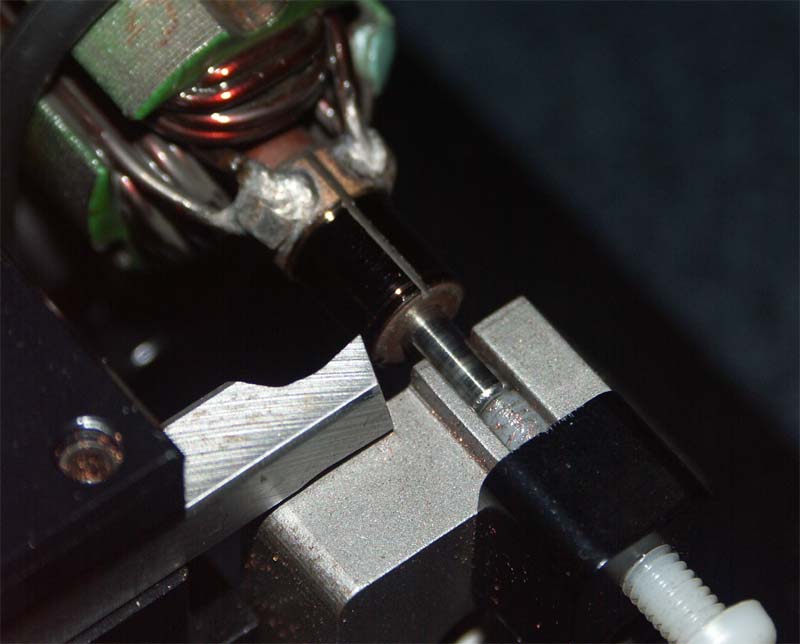
Ce jeu se règle par de petites vis sans tête (en photo ici, désignées par les flèches rouges) qui appuient sur de petites plaquettes en plastique ou en bronze comme ici. Certains tours bas-de-gamme ne disposent pas de ce réglage, ce sera donc la roulette russe... |
 |
|
 |
|
 |
|
 |
UtilisationMalgré les explications ci-dessous, l'utilisation d'un tour à collecteur reste une affaire délicate qui demande un certain doigté.Il est donc souhaitable d'observer et de questionner ceux qui les utilisent couramment, voir de faire vérifier son tour fraîchement acheté et de se faire donner un petit cours pratique. Il est également recommander de s'entraîner en premier avec un outil carbure (en cas d'erreur, la facture sera beaucoup moins salée) et avec des rotors auxquels on ne tienne pas trop. Avant toute opération, s'habituer à manipuler les deux volants de commande pour voir dans quel sens et à quelle vitesse se déplace le chariot porte-outil. Il existe différents tours de main pour rectifier un collecteur, certains plus heureux que d'autres. La méthode exposée ci-dessous n'en est qu'une parmi d'autre et diffère de celle présentée dans une précédente version de cet article, le mode opératoire ayant été simplifié pour un résultat similaire, voir amélioré. |
|
S'aménager un plan de travail propre, clair, stable et bien éclairé. Ne pas oublier que les copeaux de cuivre sont conducteurs, donc ne pas travailler trop près des appareils électriques... Enlever toutes les rondelles de calage et autres joints toriques de l'axe du rotor. Nettoyer le rotor à refaire au spray moteur. Passer une lame dans les interstices des pôles du collecteur pour enlever les impuretés qui pourraient s'y loger. S'assurer que le tour et propre et placer une goutte d'huile adaptée (huile moteur par exemple) sur chacun des supports en V. L'huile (si le tour est de qualité) créara une sorte de palier fluide. Reculer le chariot de l'outil pour ne pas le blesser en manipulant le rotor. |
 |
|
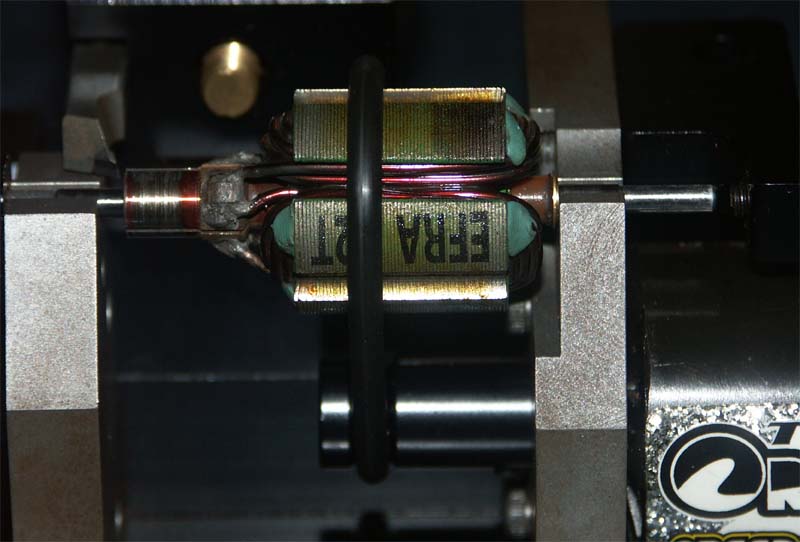
Placer le rotor simplement sur le tour et le faire tourner. Il doit tourner très librement sans cognement et quasiment sans bruit. Si on entend un bruit suspect, il peut avoir plusieurs origines:
|
 |
|
 |
|
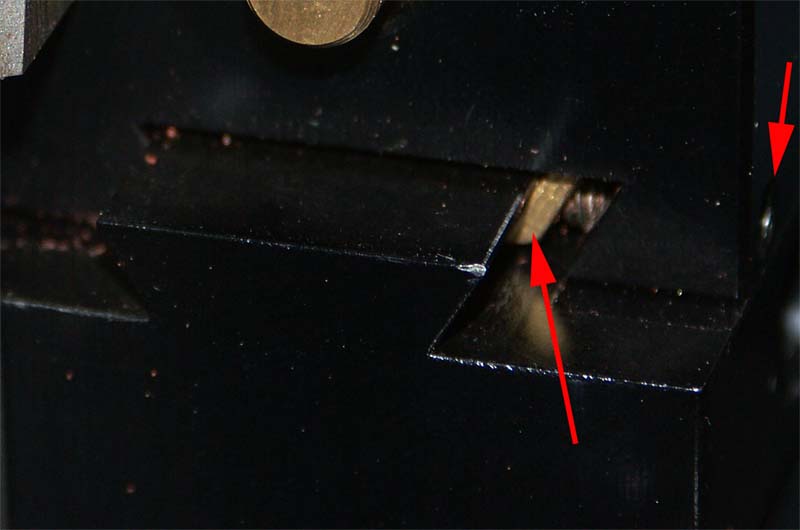
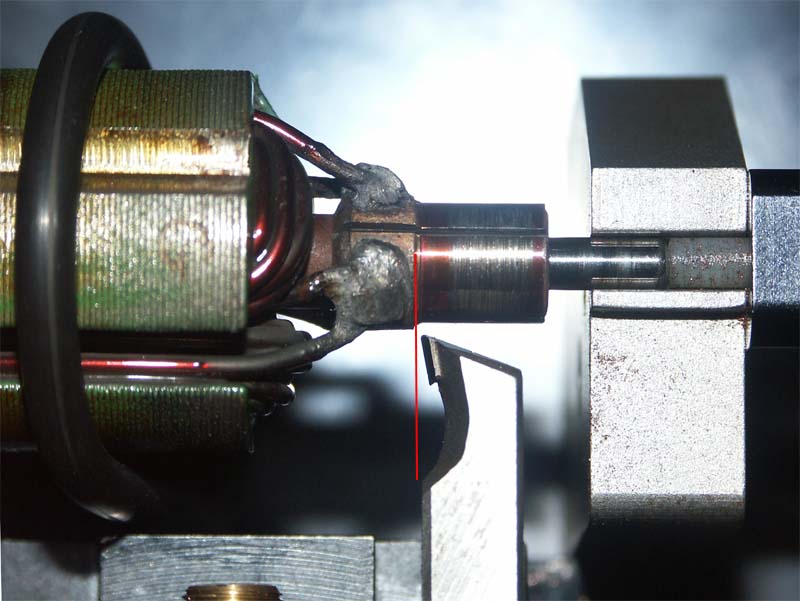
Caler latéralement le rotor latéralement. Il doit pouvoir tourner librement, sans être freiné (sinon il a tendance à vouloir sortir de ses logements) avec très peu de jeu latéral. La plupart des tours modernes possèdent un système de calage (ici c'est une vis en plastique qui prend appui sur l'axe du rotor côté collecteur, l'auteur de l'article n'apprécie pas trop le calage avec la vis métallique du côté opposé - qui ne servira plus), mais on peut aussi caler proprement avec des rondelles moteur métalliques très fines (idéalement de 1/10° de mm d'épaisseur). |
 |
|
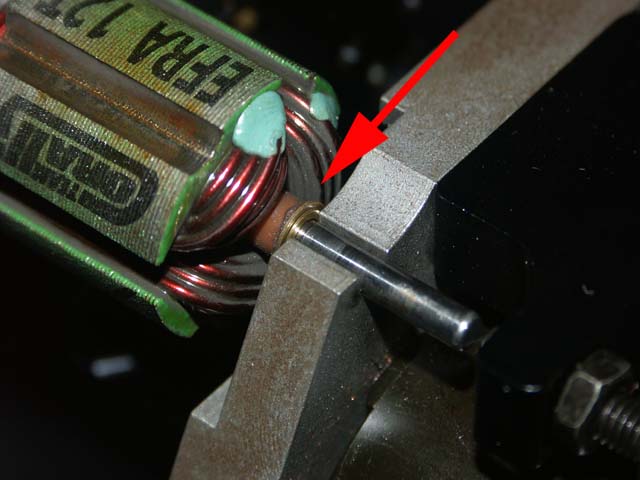
Enlever le rotor et le remettre avec le joint torique faisant office de courroie d'entraînement, avec naturellement le calage latéral conservé. Régler la course maximum du chariot avec la butée. Si l'outil touche une des pattes de fixation des fils moteur, il a de fortes chances de casser. |
 |
 |
|
|
Mettre le moteur sous tension pour vérifier qu'il n'y ait rien d'anormal. Le bruit de fonctionnement doit être très doux, sans cognement, sans grognement, etc. Et surtout vérifier que le moteur tourne dans le bon sens!!! Un moteur qui tourne dans le mauvais sens peut provoquer la destruction de l'outil!!! Bien lire la notice sur ce point. |
 |
|
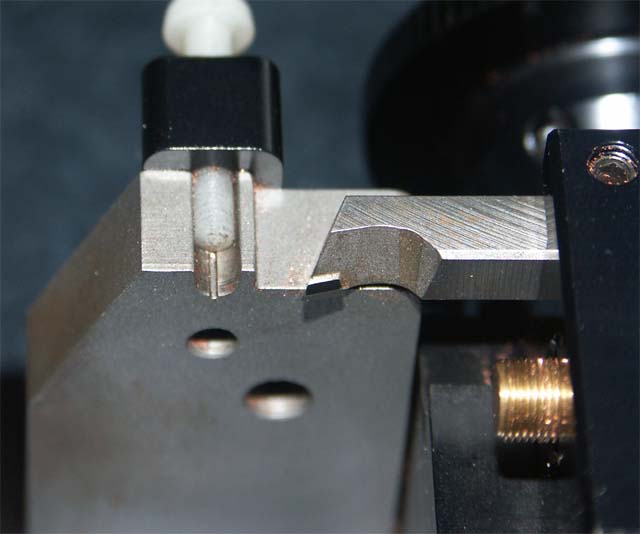
Une astuce pour ceux qui aurait quelques inquiétudes pour la suite des opérations: passer un coup de feutre indélébile noir sur le collecteur. Ainsi, on peut savoir exactement ce que l'on fait. Une fois en confiance, on pourra se dispenser de cette opération par la suite. Cette technique sera utilisée pour le reste de l'article de façon à visualiser efficacement les opérations. |
 |
|
Approcher prudemment la pointe de l'outil du collecteur, à environ un millimètre du bord. Planter très légèrement et toujours prudemment la pointe de l'outil dans le cuivre du collecteur. Attention, il faut éviter cependant de faire des passes vraiment trop légères, car il existe en usinage ce que l'on appelle le copeau minimum. Il faut en effet enlever un minimum de matière pour que le copeau puisse se casser. Sinon il sera tassé (d'autant plus facilement que le cuivre est un matériau relativement ductile) et ceci engendre un état de surface très moyen au final et un collecteur avec des points de brûlage en fonctionnement. |
 |
|
Déplacer le chariot parallèlement à l'axe du rotor pour dégager l'outil du collecteur. |
 |
|
Et toujours parallèlement à l'axe du rotor, repartir dans l'autre sens pour la première passe de rectification. La rotation du volant doit se faire de façon douce et régulière. Tout ceci se fait de manière assez intuitive et on trouve assez rapidement le bon geste avec la pratique. |
 |
|
Avancer jusqu'à la butée (réglée au préalable), puis repartir dans l'autre sens, à la même vitesse, toujours parallèlement à l'axe du rotor, sans reculer l'outil. Et effet, le sens retour du chariot participera à la finition. |
 |
|
Une fois le chariot complètement dégagé du collecteur, arrêter le moteur et inspecter le travail. Si le collecteur obtenu est parfaitement rond et propre, passez directement à l'étape de finition. S'il reste encore des parties de collecteur non rectifiées, avancer l'outil radialement d'une graduation sur le volant (ou d'environ moins d'un seizième de tour) et effectuer une nouvelle passe et ainsi de suite jusqu'à ce que le collecteur soit impeccable. Pour un collecteur régulièrement entretenu, entre une et trois passes sont nécessaires. Pour un collecteur fortement abîmé, on peut approcher de la dizaine. |
|
Une fois obtenu un collecteur parfaitement rond et propre, il convient d'opérer quelques finitions. Passer tout d'abord une lame dans les interstices des pôles du collecteur pour enlever les copeaux qui auraient pu s'y loger. Passer un coup de pinceau propre pour la finition. Refaire une dernière passe "à blanc" avec les réglages de chariot identiques à la passe précédente. On peut, avant cette passe de finition, ajouter à même le collecteur, une goutte d'alcool (de l'isopropylique par exemple). Elle évitera la formation de "fils". |
 |
|
Bien dégager l'outil du collecteur et enlever doucement le rotor. Essayer de ne pas poser les doigts sur le collecteur, car la sudation oxyde facilement le cuivre. Pulvériser du spray moteur ou un produit à base d'alcool (pas d'acétone ou de solvant trop fort qui pourraient attaquer le vernis de fils du bobinage). Laisser sécher avant de remonter le moteur. |
 |
Lubrifier lors de la rectification ou pas?Dans l'industrie, des liquides sont utilisés pour refroidir et lubrifier pour de nombreuses opérations de coupe. Le refroidissement accroît la longévité des outils et facilite l'obtention de cotes dimensionnelles conformes sur les pièces finies. La lubrification réduit les frottements, ce qui diminue la chaleur dégagée et la puissance nécessaire pour une coupe donnée. Ces huiles de coupes sont en général des solutions aqueuses, des huiles chimiquement inactives ou des liquides de synthèse. Théoriquement, la lubrification, lors de ce type d'usinage, apporte un avantage quasi-nul, car la vitesse de coupe et la vitesse d'avance sont trop faibles pour sentir une réelle différence. Cependant, en pratique, on observe une différence légère. Appliquer une goutte d'huile appropriée sur le collecteur avant et lors de la rectification ne peut cependant pas faire de mal, surtout lors de la dernière passe de finition. Il y a en effet un petit plus sur le résultat obtenu, si on n'a pas peur d'en mettre partout ;-) Certaines marques proposent de l'huile de coupe spécialement conçue pour la rectification des collecteurs, cependant de l'huile moteur ou du pétrole distillé peuvent faire l'affaire. L'auteur de l'article utilise de l'huile moteur échelle 1. Autre possibilité, également validé par l'auteur de cet article depuis peu, déposer une goutte d'alcool (isopropylique par exemple) sur le collecteur, particulièrement lors de la finition. Cela évite la formation de "fils", qui peuvent apparaître parfois alors que la méthodologie semble correct. Les fausses bonnes idéesParmi les choses à ne surtout pas faire, on citera:
EntretienAprès usage, un simple "dépoussiérage" avec un pinceau à poil soyeux pour évacuer les copeaux est généralement suffisant. Il vaut mieux éviter comme la peste l'usage d'un pistolet à air comprimé, car les copeaux peuvent alors se loger dans le moteur ou pire, dans les rails de guidage des éléments mobiles du tour. Le moteur du tour à collecteur doit aussi être entretenu comme n'importe quel moteur afin de ne pas générer de vibration et d'avoir une puissance constante. Ce qui signifie nettoyage régulier, huilage des bagues, changement des charbons quand il y a besoin et... passage du rotor sur un tour à collecteur! Il convient de vérifier régulièrement avec un pied à coulisse les différents alignements du tour à collecteur pour éviter des collecteurs côniques! Certains tours bénéficie de réglage de jeu, ne pas hésiter à s'en servir. TransportLe tour à collecteur est un assemblage de précision. Il est donc important de le transporter dans un emballage qui le protège des chocs. Il existe sur le marché de très élégantes malettes dédiées, mais une boîte en carton solide avec une mousse dense découpée proprement pourra largement faire l'affaire. En savoir plus:Textes et photos de Georges. |